+86-15966835076
sales@plastmachine.cn
Facebook
Twitter
Youtube
LinkedIn
Pinterest
Search
Home
About us
Products
PLASTIC BOARD/SHEET/FILM MACHINE
SPC FLOOR SHEET MACHINE
PVC WPC FOAM BOARD MACHINE
PVC WPC WALL PANEL MACHINE
LVT FLOORING MACHINE
PVC MARBLE SHEET MACHINE
PVC FREE FOAM BOARD MACHINE
PP HOLLOW BUILDING BOARD MACHINE
PVC RIGID SHEET MACHINE
PVC BAMBOO CARBON BOARD MACHINE
PS PP BLISTER SHEET MACHINE
WPC HOLLOW DOOR BOARD MACHINE
PE OCEAN PEDAL EXTRUSION MACHINE
PE GAS WARNING BOARD MACHINE
PVC CO EXTRUSION SHEET MACHINE
PE PAVING BOARD MACHINE
PP PE CUTTING BOARD MACHINE
PE PP CAP BRIM SHEET MAKING MACHINE
PP CO EXTRUSION SHEET MACHINE
PVC HOLLOW FENCE BOARD PRODUCTION LINE
PP PE PS ABS SHEET MACHINE
PET SHEET MACHINE
PVC TRANSPARENT SHEET MACHINE
PC PMMA COMPOSITE OPTICAL SHEET MACHINE
PP PC HOLLOW CORRUGATED SHEET MACHINE
PE ANCHOR SHEET PRODUCTION LINE
PET FOAM SHEET MACHINE
PP/PC HOLLOW GRID BOARD EXTRUSION LINE
PLASTIC ROOF TILE MACHINE
GEOMEMBRANE WATERPROOF MEMBRANE PRODUCTION LINE
HIGH SPEED FILM BLOWING MACHINE
PVC WIDE WIDTH FLOOR LEATHER MACHINERY
PLASTIC CUSHION MAT(CARPET)EXTRUSION LINE
CAST FILM MACHINE
EPE FOAM SHEET(FILM) EXTRUSION LINE
PP/HIPS/PE/PET/EVA/EVAOH SHEET MACHINE
XPS FOAM BOARD MACHINE
XPE FOAM SHEET MACHINE
TPU FILM PRODUCTION LINE
PLASTIC PROFILE MACHINE
PE WPC OUTDOOR PRODUCT MACHINE
PVC WPC INDOOR PRODUCT MACHINE
PVC IMITATION MARBLE PROFILE MACHINE
PE MICRO FOAMING BEACH CHAIR MACHINE
PVC PRICE TAG MACHINE
PVC DOOR WINDOW PROFILE MACHINE
PVC OUTDOOR SIDING BOARD PRODUCTION LINE
PVC YIN YANG CORNER PRODUCTION LINE
PVC PU SIDELINE EXTRUSION MACHINE
PVCU PROFILE EXTRUSION MACHINE
PLASTIC SEAL STRIP EXTRUSION LINE
PVC WINDOW SILL BOARD MACHINE
PVC HOSPITAL HANDRAIL MACHINE
PVC CHICKEN TROUGH MACHINE
PVC FOLDING DOOR MACHINE
PC PMMA PROFILE MACHINE
WPC STAIR HANDRAIL MACHINE
PVC WIRE TROUGH MACHINE
PVC WATERSTOPPER PROFILE MACHINE
PP PE ABS WELDING ROD MACHINE
PVC EDGE BANDING MACHINE
PS FOAM PICTURE FRAME MACHINE
PVC SKIRTING EXTRUSION MACHINE
PET SOLAR COMPOSITE FRAME PRODUCTION LINE
PP、PE、PVC、PC、ABS PROFILE EXTRUSION MACHINE
PLASTIC PIPE MACHINE
PVC FIBER REINFORCED PIPE MACHINE
PVC PU PE EVA LAYFLAT HOSE MACHINE
PVC WATER SUPPLY PIPE MACHINE
PVC PU STEEL WIRE REINFORCED HOSE MACHINE
PU SPIRAL STEEL WIRE REINFORCED PIPE MACHINE
PE PP PVC PA SINGLE-WALL CORRUGATED PIPE EXTRUSION LINE
LARGE DIAMETER(HDPE/MDPE)GAS/WATER SUPPLY PIPE PRODUCT LINE
U-PVC/C-PVC PIPE PRODUCTION LINE
LED LIGHT PC TUBE PRODUCTION LINE
MPP ELECTRIC PROTECTION PIPE MACHINE
PE LARGE CALIBER HOLLOW WALL WINDING PIPE PRODUCTION LINE
PVC PE POROUS PIPE PRODUCTION LINE
PE CARBON SPRING PIPE MACHINE
COD CABLE BUNDLE TUBE PRODUCTION LINE
PE SILICON CORE TUBE MACHINE
PPR PIPE EXTRUSION MACHINE
ALUMINUM-PLASTIC COMPOSITE PIPE PRODUCTION LINE
PEX/PERT HEAT-RESISTANT FLOOR HEATING PIPE MACHINE
PE PRESTRESSED CORRUGATED PIPE MACHINE
PVC TPU MECIAL TUBE EXTRUSION MACHINE
HDPE INSULATION PIPE PRODUCTION LINE
PE AERATION TUBE MACHINE
METAL PRESTRESSED CORRUGATED PIPE MACHINE
HDPE THREADING PIPE MACHINE
HDPE/PP/PVC DOUBLE WALL CORRUGATED PIPE MACHINE
PU TUBE MACHINE
PP 3LAYER CO EXTRUSION SILENT PIPE MACHINE
PVC REINFORCED PIPE EXTRUSION MACHINE
PLASTIC BAR ROD EXTRUSION MACHINE
PA NYLON TUBE MACHINE
ABS PIPE EXTRUSION MACHINE
PET PP PE STRAPPING BAND MACHINE
PE FIBER STRAPPING MACHINE
PET STRAPS PRODUCTION LINE
PP STRAPS BAND MACHINE
RECYCLED PLASTIC GRANULATION MACHINE
SOFT PVC DOUBLE-STAGE PELLETIZING MACHINE
PVC PELLETISING MACHINE
PE PP PELLETISING MACHINE
PE PP WPC GRANULE MAKING MACHINE
THE POLYMER MATTRESS CUSHION PILLOW MACHINE
PVC FLOOR MAT COIL MACHINE
BIODEGRADABLE PLASTICS MACHINERY
PLASTIC EXTRUSION AUXILIARY MACHINE
PLASTIC EXTRUDER
LAMINATING AND HOT STAMPING MACHINE
BOARD PROFILE UV PAINTING MACHINE
PLASTIC MONOFILAMENT MACHINE
PLASTIC NET MACHINE
DRIP MOLDING MACHINE
MELTBLOWN CLOTH MACHINE
PLASTIC PRODUCT
FACE MASK MACHINE
N95 KN95 FACE MASK MACHINE
FLAT FACE MASK MACHINE
MEDICAL MASK NOSE BRIDGE STRIP MACHINE
News
Company news
Industry-news
Delivery cases
F.A.Q
SPC FLOOR SHEET F.A.Q
PVC WPC FOAM BOARD F.A.Q
Feedback
Contact us
GET A QUOTE
Industry-news
Home
News
Industry-news
Extrusion makes life better-Talking abou...
Extrusion makes life better-Talking about PVC crust foam board
Talking about PVC crust foam board
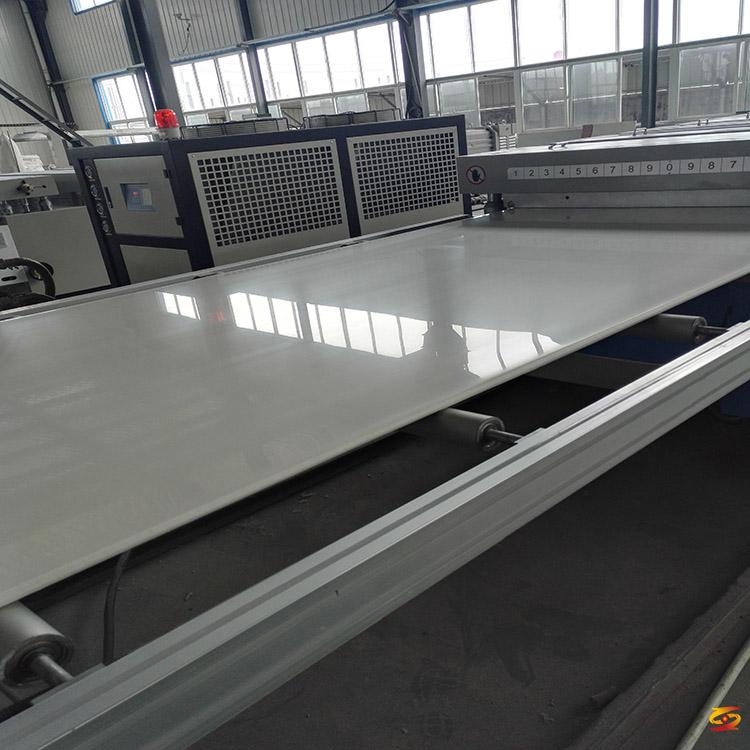
PVC foam board
Also known as Chevron board and Andy board, it is divided into crust foam and free foam. PVC foam board is widely used in passenger car, train car roof, box core layer, interior decoration board, building exterior wall board, interior decoration board, office, residence, public place building compartment, commercial decoration frame, no Dust room board, ceiling board, screen printing, computer lettering, advertising signs, exhibition boards, sign board album boards and other industries and chemical anti-corrosion projects, thermoformed parts, cold storage boards, special cold insulation projects, environmental protection board molds, sports Equipment, breeding materials, seaside moisture-proof facilities, water-resistant materials, art materials, and various portable partitions replace glass ceilings. The use is very wide, because of its relatively low price and superior performance, it is increasingly welcomed by the public.
Rigid PVC crust foam board is made of polyvinyl chloride (PVC) as the main raw material through a special foaming process. As one of the typical new chemical building materials products that replace wood with plastic, it has a fine cell structure inside the density and the surface is similar to natural wood. It is an ideal green and environmentally friendly building decoration material. Domestic research on rigid PVC low-foam pipe and profile production lines and micro-foamed or free-foamed board production lines is more in-depth, but there is relatively little research on the formula, process and equipment of special rigid PVC crust foamed board . Because the process changes with the changes of materials, extruders, and molds, the materials are different, the specifications of the extruder and the structure of the screw are different, and the specifications and shape of the extruded profiles are different. The complexity of the rigid PVC extrusion process determines the difficulty of achieving skinning foam molding. The quality of PVC skinning foam sheet and screw speed, extrusion temperature, extrusion pressure, and die, die, cooling and setting die Various factors such as structure are directly related. Therefore, in order to obtain good performance of rigid PVC sheet, advanced sheet production line equipment and appropriate crust foaming processing technology are necessary.
The production process of rigid PVC crust foam board is as follows
PVC resin + auxiliary agent → high speed mixing → low speed cold mixing → cone and twin screw extrusion → die shaping (skin foaming) → cooling and setting → multi-rubber roller traction → cutting products → collection and inspection
The specifications of the hard PVC crust foam board produced are 1 220 mm × 2 440 mm, and the product thickness is 8-32 mm.
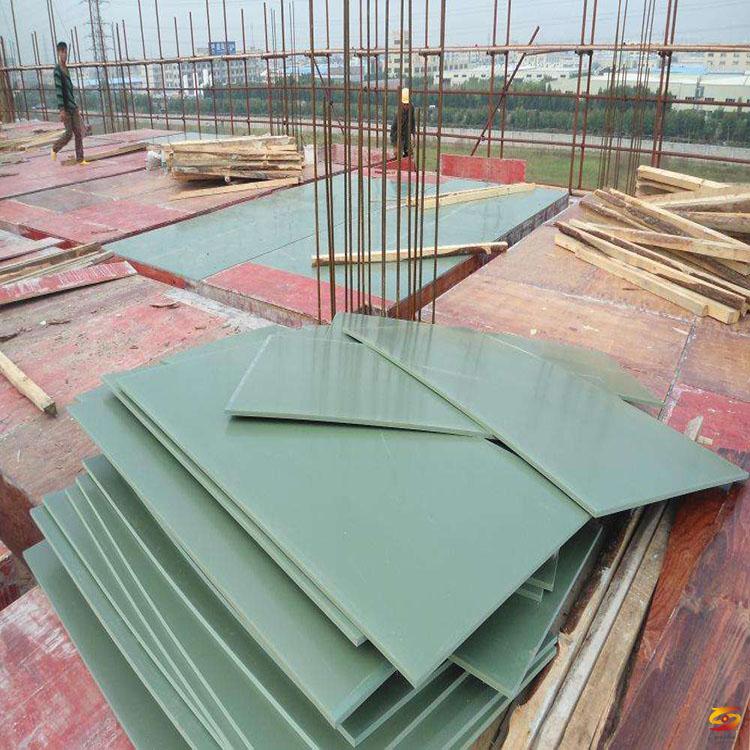
According to the production process and the die used, PVC crust foam board is divided into
Seluka crust foam board (inward foam) produced by in-mold dual-channel die and crust foam board (outward foam) produced by single-channel die
The standards for judging PVC foam board products are mainly
Whether the feel is smooth and flat, whether the mechanical texture is obvious, whether the surface color is chromatic aberration or stain, whether there are pits, pinholes, cracks and edge cuts on the surface, whether the pores are fine (no thick holes, no peak holes, no collapse) , No bubble in the cross section, no delamination, no broken hole on the surface. The thickness of the whole board surface is uniform, and the density is uniform.
The earliest single-channel skinned foamed plate die structure is the same as that of free foam, usually composed of upper mold body, lower mold body, throttle rod structure, upper mold lip, and lower mold lip. The flow bar and die lip are spliced and fastened to the mold body with fastening screws. The splicing seams on these flow channels can easily cause hanging and accumulation of materials to cause mechanical scratches and scratches on the surface of the board. Short, uneven pressure causes water ripples, etc.
In order to overcome the above shortcomings, many companies have improved the mold structure on the basis of the optimized design of the die head runner, designed a mold with no choke bar structure, and the mold lip splicing type has been improved to a mold lip and mold body integrated design. Even a cold water model was added. As shown below
The elastic adjustment structure dedicated to this type of die head is designed on the die lip to meet the production needs of a set of die heads with a wide range of product thickness. The gap of the die lip opening is infinitely adjustable from 0-5mm. Generally it can meet the production of 3-25mm products. Even one of the mold bodies (usually in the lower mold) can be equipped with a quick opening adjustment structure, and the gap of the mold lip opening can be quickly adjusted in the range of plus or minus 1.5mm, which greatly improves the efficiency of product thickness specification conversion production.
The improved die head structure, the full flow channel realizes a seamless seamless design without splicing, eliminating the possibility of materials hanging and accumulating in the mold cavity, and the surface of the produced product is smooth without scratches, mechanical lines, water ripples and other defects .
In order to solve the problem of insufficient hardness of the crust of the foam board, a cold water jacket can be added at the die, and a cold water machine can also be added, which can greatly increase the surface hardness of the board.
Rigid PVC foam products are foamed and molded using chemical foaming agents. The blowing agent and its decomposed gas dissolve in the melt before the melt extrusion die. After the extrusion die, the pressure and temperature in the melt drop, so that the gas dissolved in the melt is supersaturated and phase separation occurs, forming a large number of microcells. Foaming, the surface layer of bubbles is fixed by the rapid cooling of the cooling and setting die before expansion, and a high-density and smooth crust layer is formed on the surface, thereby producing a crust foam board. The rigid PVC crust foamed sheet adopts a limited foaming process. The melt leaves the hanger die and foams freely. Then, it is introduced into a cooling and setting die with a size similar to the die, and immediately forced cooling on the surface of the sheet to suppress the surface area of the sheet Foaming (that is, skinning) to obtain a relatively hard foamed semi-finished product. After passing through the cooling zone, it is drawn into the press roller device by the traction device. The cooling strength of the cooling and setting mold is different, and the thickness of the crust of the plate is controlled to vary between 0.1 and 1.0 mm.
The key to the success of sheet foaming is whether the extrusion pressure control is appropriate. The screw speed, melt temperature, the length of the runner in the die and the compression ratio have a great influence on the extrusion pressure. Increasing the screw speed increases the melt extrusion pressure, which can reduce the cell diameter and increase the number of bubbles, which is beneficial to the foaming process. In addition, when the material is well plasticized, the die pressure and current are relatively stable; when the material is poorly plasticized, the die pressure fluctuation increases, and the motor current increases and is unstable. In actual production, the changes in the host current and die pressure are usually used as an important basis for judging whether the extrusion temperature control is appropriate.
The die head for the production of thick plates usually has a longer straight section of the die lip and a larger compression ratio in order to increase the melt pressure and foaming ratio, while the thin plate has a thin foam layer, small elastic space and high rigidity. When the die head is designed, the straight section of the die lip needs to be short and the compression ratio is small to prevent the melt pressure of the die lip from being too high, resulting in uneven discharge, uneven surface, low melt strength, or even plate breakage, production The output is also restricted to a certain extent, and the production cycle is shortened.
Production practice shows that the screw speed is directly proportional to the plate's extrusion output and inversely proportional to the plate's density. The higher the screw speed, the faster the extrusion speed, the even the degree of foaming, and the better the surface quality of the product; on the contrary, when the screw speed is too low, the extrusion speed is slow, the production efficiency is reduced, and the foam near the die lip makes the surface layer of the sheet rough. The screw speed should be determined according to different process methods of crust foaming. It is necessary to comprehensively consider the use requirements of the equipment and the cooling sawing time of the plate. The screw speed and extrusion speed are different according to the thickness of the plate, and generally do not exceed 4 m / min. Generally, the extrusion speed of 20 mm sheet is 0.65 ~ 0.7 m / min.
The gap difference between each shaping template is very important for the forming of the plate. It is more appropriate for the gap between the first board to the second board and the second board to the third board to decrease by 0.2 to 0.5 mm. If the gap between the first setting template and other templates is too large, it may not only cause mold blocking, but also may cause the sheet to go out of the first setting template and enter the remaining setting templates because the foamed products are subject to excessive Increased pressure, density or foaming phenomenon in the cross section of the product.
The main raw materials that directly affect the quality of the plastic cell structure are the foaming agent and the foaming coordinating agent. The quality factor does not have to be talked about. To obtain a lower density product, the amount of blowing agent and regulator should be increased, of course, not the more the better.
Stabilizers, lubricants and other raw materials and extrusion process control have a certain role in promoting and coordinating the foaming quality. Lead salts promote foaming, and proper use of lubricants can greatly extend the boot time.
Since the plasticization temperature of the melt during the extrusion production of the foamed product must be slightly lower than the decomposition temperature of the foaming agent, the lower the average polymerization degree of the PVC resin, the lower the processing temperature required for the melt plasticization. To obtain foamed plastic products with sufficient foaming, the resin viscosity should not be too high. At the same time, compared with other foamed products, the skinned foamed plastic sheet has a wider molding cross-section. From the extruder head into the die, it should be distributed to a width of about 1.3 m. In order to facilitate the dispersion and expansion of bubbles, The pressure of the entire cross-section of the plate should be coordinated and consistent, and the melt fluidity requirements are high. The molecular weight of the resin used is generally small. For example, SC-7 or SC-8 suspension method loose resin is more suitable.
Related News
Appropriate temperature for welding PE pipe
Type and design principle of injection molding machine barre
Introduction of Bamboo Wood Fiber Integrated Wall Panel
CHINA MASK EXPORT (CORPORATE BEHAVIOR)
The difference of PE pipe and PPR pipe
How much do you know about the printable thermal transfer fi




")

