Problems and causes in the production of PVC cable particles
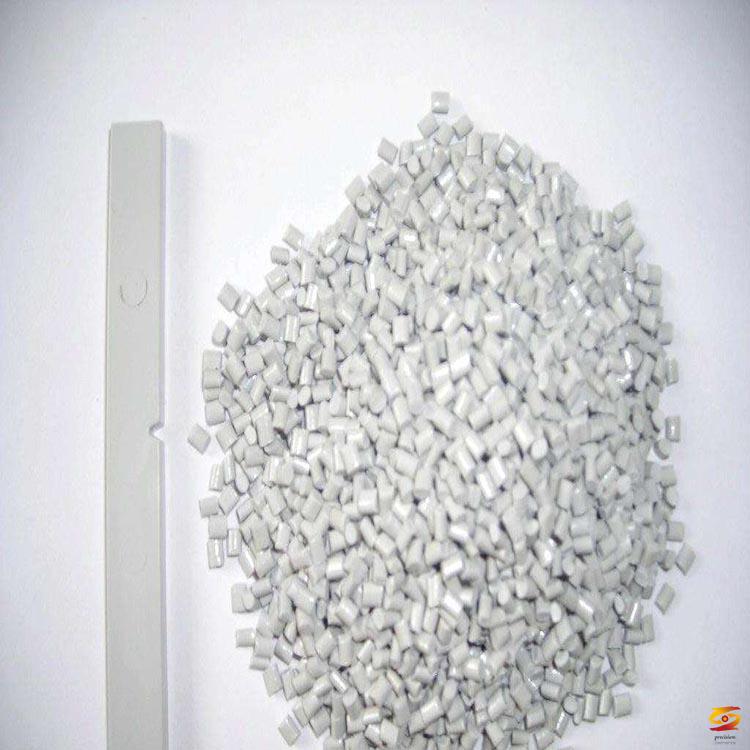
Problems and causes in the production of PVC cable particles:1. From the particles (shape rules)
Mixing: uneven mixing, plasticizer wraps PVC, and particles occur;
Dead end: Refers to the fact that the barrel is not cleaned up when different batches are mixed, and the residual material is excessively gelatinized
Extrusion: temperature is not good, poor gelatinization, and particles are generated; filter screen can be used: increase back pressure to make PVC with poor gelatinization return.
2. Impurity particles (irregular shape, angular particles)
Impurities mainly come from CCR and CaCO3 in raw materials; there are few impurities from Anjing agent: few in calcium-zinc series and many points in lead series.
3. Agglomeration
A. The extruding temperature is too high, and the cooling power of the air cooler is low, resulting in agglomeration;
B. The extruding temperature is normal, and the agglomeration is generally related to the tranquilizer in the raw material. The agglomeration is related to the operation, which can be prevented by adjusting the temperature
4. Color difference:
A. Human factors: color matching;
B. The material is relevant; the safety agent is very poor. During the color matching process, the temperature is continuously mixed and the PVC deteriorates and turns yellow.
5. Stomatal:
Manual operation reasons, high processing temperature, lack of external slip agent, and gasification of low molecular weight materials; machine cause-during the extrusion process, the air trapped by the material is squeezed out, and the poor exhaust of the machine will cause small pores.
6. Poor gelation:
is related to the machine and the operating temperature.
7. Appearance:
A, rough
I、Material: CaCO3 particle size is too unstable (the particle size of heavy calcium 2500 is below 1.5um)
II. Man-made operation: the share of lubricant is too low
B, matt:
The gelatinization temperature is too low, and the matte particles are matte.
If you want to know more about it please do not hesitate to
contact me. WhatsApp:+86-15966835076.