+86-15966835076
sales@plastmachine.cn
Facebook
Twitter
Youtube
LinkedIn
Pinterest
Search
Home
About us
Products
PLASTIC BOARD/SHEET/FILM MACHINE
SPC FLOOR SHEET MACHINE
PVC WPC FOAM BOARD MACHINE
PVC WPC WALL PANEL MACHINE
LVT FLOORING MACHINE
PVC MARBLE SHEET MACHINE
PVC FREE FOAM BOARD MACHINE
PP HOLLOW BUILDING BOARD MACHINE
PVC RIGID SHEET MACHINE
PVC BAMBOO CARBON BOARD MACHINE
PS PP BLISTER SHEET MACHINE
WPC HOLLOW DOOR BOARD MACHINE
PE OCEAN PEDAL EXTRUSION MACHINE
PE GAS WARNING BOARD MACHINE
PVC CO EXTRUSION SHEET MACHINE
PE PAVING BOARD MACHINE
PP PE CUTTING BOARD MACHINE
PE PP CAP BRIM SHEET MAKING MACHINE
PP CO EXTRUSION SHEET MACHINE
PVC HOLLOW FENCE BOARD PRODUCTION LINE
PP PE PS ABS SHEET MACHINE
PET SHEET MACHINE
PVC TRANSPARENT SHEET MACHINE
PC PMMA COMPOSITE OPTICAL SHEET MACHINE
PP PC HOLLOW CORRUGATED SHEET MACHINE
PE ANCHOR SHEET PRODUCTION LINE
PET FOAM SHEET MACHINE
PP/PC HOLLOW GRID BOARD EXTRUSION LINE
PLASTIC ROOF TILE MACHINE
GEOMEMBRANE WATERPROOF MEMBRANE PRODUCTION LINE
HIGH SPEED FILM BLOWING MACHINE
PVC WIDE WIDTH FLOOR LEATHER MACHINERY
PLASTIC CUSHION MAT(CARPET)EXTRUSION LINE
CAST FILM MACHINE
EPE FOAM SHEET(FILM) EXTRUSION LINE
PP/HIPS/PE/PET/EVA/EVAOH SHEET MACHINE
XPS FOAM BOARD MACHINE
XPE FOAM SHEET MACHINE
TPU FILM PRODUCTION LINE
PLASTIC PROFILE MACHINE
PE WPC OUTDOOR PRODUCT MACHINE
PVC WPC INDOOR PRODUCT MACHINE
PVC IMITATION MARBLE PROFILE MACHINE
PE MICRO FOAMING BEACH CHAIR MACHINE
PVC PRICE TAG MACHINE
PVC DOOR WINDOW PROFILE MACHINE
PVC OUTDOOR SIDING BOARD PRODUCTION LINE
PVC YIN YANG CORNER PRODUCTION LINE
PVC PU SIDELINE EXTRUSION MACHINE
PVCU PROFILE EXTRUSION MACHINE
PLASTIC SEAL STRIP EXTRUSION LINE
PVC WINDOW SILL BOARD MACHINE
PVC HOSPITAL HANDRAIL MACHINE
PVC CHICKEN TROUGH MACHINE
PVC FOLDING DOOR MACHINE
PC PMMA PROFILE MACHINE
WPC STAIR HANDRAIL MACHINE
PVC WIRE TROUGH MACHINE
PVC WATERSTOPPER PROFILE MACHINE
PP PE ABS WELDING ROD MACHINE
PVC EDGE BANDING MACHINE
PS FOAM PICTURE FRAME MACHINE
PVC SKIRTING EXTRUSION MACHINE
PET SOLAR COMPOSITE FRAME PRODUCTION LINE
PP、PE、PVC、PC、ABS PROFILE EXTRUSION MACHINE
PLASTIC PIPE MACHINE
PVC FIBER REINFORCED PIPE MACHINE
PVC PU PE EVA LAYFLAT HOSE MACHINE
PVC WATER SUPPLY PIPE MACHINE
PVC PU STEEL WIRE REINFORCED HOSE MACHINE
PU SPIRAL STEEL WIRE REINFORCED PIPE MACHINE
PE PP PVC PA SINGLE-WALL CORRUGATED PIPE EXTRUSION LINE
LARGE DIAMETER(HDPE/MDPE)GAS/WATER SUPPLY PIPE PRODUCT LINE
U-PVC/C-PVC PIPE PRODUCTION LINE
LED LIGHT PC TUBE PRODUCTION LINE
MPP ELECTRIC PROTECTION PIPE MACHINE
PE LARGE CALIBER HOLLOW WALL WINDING PIPE PRODUCTION LINE
PVC PE POROUS PIPE PRODUCTION LINE
PE CARBON SPRING PIPE MACHINE
COD CABLE BUNDLE TUBE PRODUCTION LINE
PE SILICON CORE TUBE MACHINE
PPR PIPE EXTRUSION MACHINE
ALUMINUM-PLASTIC COMPOSITE PIPE PRODUCTION LINE
PEX/PERT HEAT-RESISTANT FLOOR HEATING PIPE MACHINE
PE PRESTRESSED CORRUGATED PIPE MACHINE
PVC TPU MECIAL TUBE EXTRUSION MACHINE
HDPE INSULATION PIPE PRODUCTION LINE
PE AERATION TUBE MACHINE
METAL PRESTRESSED CORRUGATED PIPE MACHINE
HDPE THREADING PIPE MACHINE
HDPE/PP/PVC DOUBLE WALL CORRUGATED PIPE MACHINE
PU TUBE MACHINE
PP 3LAYER CO EXTRUSION SILENT PIPE MACHINE
PVC REINFORCED PIPE EXTRUSION MACHINE
PLASTIC BAR ROD EXTRUSION MACHINE
PA NYLON TUBE MACHINE
ABS PIPE EXTRUSION MACHINE
PET PP PE STRAPPING BAND MACHINE
PE FIBER STRAPPING MACHINE
PET STRAPS PRODUCTION LINE
PP STRAPS BAND MACHINE
RECYCLED PLASTIC GRANULATION MACHINE
SOFT PVC DOUBLE-STAGE PELLETIZING MACHINE
PVC PELLETISING MACHINE
PE PP PELLETISING MACHINE
PE PP WPC GRANULE MAKING MACHINE
THE POLYMER MATTRESS CUSHION PILLOW MACHINE
PVC FLOOR MAT COIL MACHINE
BIODEGRADABLE PLASTICS MACHINERY
PLASTIC EXTRUSION AUXILIARY MACHINE
PLASTIC EXTRUDER
LAMINATING AND HOT STAMPING MACHINE
BOARD PROFILE UV PAINTING MACHINE
PLASTIC MONOFILAMENT MACHINE
PLASTIC NET MACHINE
DRIP MOLDING MACHINE
MELTBLOWN CLOTH MACHINE
PLASTIC PRODUCT
FACE MASK MACHINE
N95 KN95 FACE MASK MACHINE
FLAT FACE MASK MACHINE
MEDICAL MASK NOSE BRIDGE STRIP MACHINE
News
Company news
Industry-news
Delivery cases
F.A.Q
SPC FLOOR SHEET F.A.Q
PVC WPC FOAM BOARD F.A.Q
Feedback
Contact us
GET A QUOTE
Industry-news
Home
News
Industry-news
PVC granulation processing production pr...
PVC granulation processing production process and related requirements
PVC granulation processing production process and related requirements
The granulation process is the production process of high polymer resin and various additives and auxiliary agents into granulated plastic through metering, laminating, plasticizing, and pelletizing. Plastic granules are semi-finished products of plastic molding and processing industry, and are also extruded. , Injection molding, hollow blow molding, foaming and other raw materials for processing.
There are two types of resin: powder and granular.
Granulation by extrusion is the most basic and simple granulation method, and it is widely used.
For various plastic molding processing methods, the advantages of using granulated materials compared to powder processing are as follows:
(1) The feeding is convenient, and there is no need to install a forced feeder in the feeding hopper.
(2) The relative density of granular materials is greater than that of powder materials, and the strength of plastic products is better.
(3) The mixing of resin and various solid powder materials or liquid additives is more uniform, and the physical properties of plastic products are more uniform.
(4) Uniform color of plastic products.
(5) The particulate material contains less volatile matter of air agent, making plastic products less prone to air bubbles.
(6) The pellets have no pollution to the extruder and the production environment.
Production Process:
1. Preparation before ingredients
The preparation work before batching includes resin sieving, plasticizer filtering, powdered additive grinding, drying of raw materials for the preparation of masterbatch powder, and heating and melting of block additives.
During the production, packaging and transportation of polymer resin, mechanical impurities or other impurities may be mixed. To prevent damage to the granulation equipment and reduce product quality, the resin must be used after sieving. Powdered polyvinyl chloride generally uses a 40-mesh screen. Granular polyethylene or polypropylene can be sieved, and can be sieved with a fine wire mesh that is slightly larger than the resin particle size.
In order to prevent the mechanical impurities or black garbage in the plasticizer from being mixed into the product and affecting the performance of the product, when producing cable materials, the plasticizer is generally filtered with a 60~120 mesh filter screen (60 mesh for high viscosity and 120 mesh for low viscosity).
For powdery additives with coarse particles or easy to agglomerate, it is better to grind with plasticizer first, add the slurry, and mix and disperse in the resin more uniformly. The refining equipment is a three-roll grinder, the ratio of general additives and plasticizers in refining formula is about 1:1, and the slurry fineness index is 60~80μm.
The proportion of slurry formula is the ratio of parts by weight. The proportion is mainly determined by the apparent density of the powder material. If the powder material has a large apparent density, a large amount of plasticizer needs to be added. Plasticizers generally use DOP with low viscosity. In the plasticizer feeding amount, the amount added during refining should be deducted.
For rigid PVC products, because no plasticizer is added, generally high-concentration polyvinyl chloride masterbatch powder is first manufactured, and then added to the kneader to mix. For example, this method is used for dyeing rigid PVC pipes. When manufacturing masterbatch powder with a kneader, stabilizers should be added appropriately to prevent the resin from decomposing.
The resins and additives that are easy to absorb moisture must be dried to remove water before kneading or extruding. For example, nylon resin and ABS resin are easy to absorb water, and must be dried to a moisture content of less than 0.1%. Drying equipment includes: boiling dryer, vacuum dryer or vacuum drying hopper.
Some functional masterbatch, such as antistatic masterbatch, anti-blocking masterbatch, pearlescent masterbatch, filler masterbatch, etc., are easy to absorb moisture, should be dried before adding to the extruder, otherwise it will affect the production or reduce the product quality.
Both stearic acid and paraffin wax are used as lubricants in plastic processing. If it is directly added into the kneader, it will hit the baffle due to the high-speed rotation in the high-speed kneader and damage the baffle, so it must be heated and melted before being added to the kneader. The melting point of stearic acid is 69.60°C, and the melting point of paraffin wax is 60°C.
2. Weighing formula
Put into the kneader or mixer to mix, and the raw materials for plastic smelting should first estimate the feeding amount according to the equipment volume and feeding coefficient.
Accurately weigh according to the amount of feed, the weighing must be accurate, otherwise the quality of the product will be unstable. Weighing scales and automatic metering devices should be regularly checked and corrected to prevent quality fluctuations due to metering errors.
3. Kneading
Kneading can be divided into heating kneading and cooling kneading, using high-speed kneading machine.
Process conditions for heating and kneading: kneading time of soft PVC 10-15min, discharge temperature 95~100℃; kneading time of hard PVC 5-10min, discharge temperature 100~110℃. In addition, the order of addition during kneading has an effect on the kneading quality.
Cooling and kneading The temperature of the material coming out of the high-speed kneader is higher than 100°C. If it is put into the storage barrel, it will easily change color, agglomerate or even decompose the material. Therefore, it is necessary to immediately perform cooling and mixing to reduce the temperature of the material to below 50°C before it can be stored for the extruder. The cooling and mixing process conditions for both soft and hard polyvinyl chloride are kneading time 5~10min, and the discharge temperature is below 50℃.
The 50L mixer is used for the internal mixing. The process conditions for the internal color masterbatch of soft polyvinyl chloride and polyethylene are as follows. 100~110℃; polyethylene mixing time 8~10min, mixing temperature 80~100℃, discharge temperature 140~145℃. The condensed materials are agglomerates, and no unplasticized powder or granules can be released.
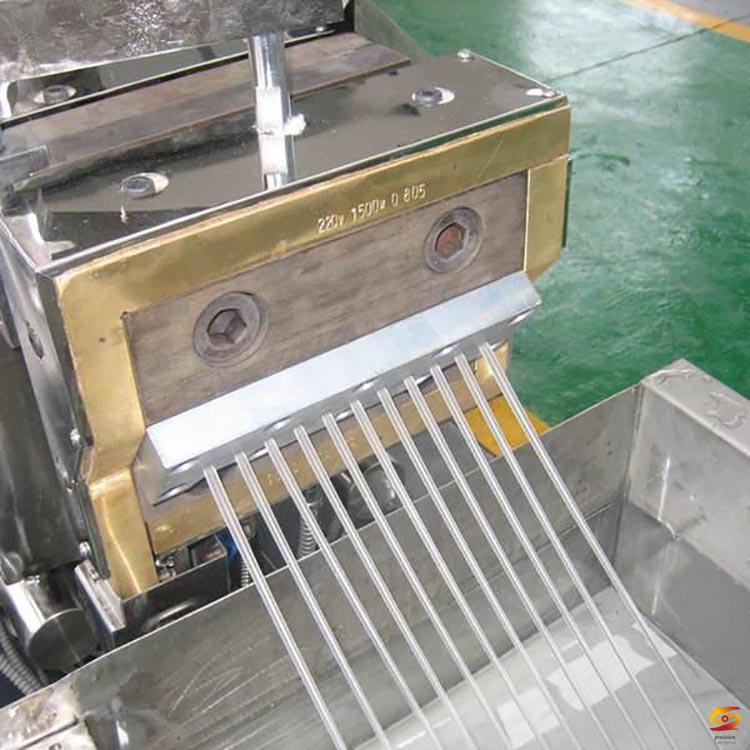
4. Extrusion granulation
Single screw and twin screw extruders can be used for extrusion granulation. Mainly control the extrusion temperature, screw speed, cutter speed and pellet cooling. Make the granules not sticky particles, uniform particle size, better plasticization. The speed of the cutting knife is adjusted to the length of the granular material 3~4mm. The screw speed is adjusted so that the pellets do not block.
The temperature of single screw extruder with 65mm diameter is 140~150℃, 160~170℃, 150~160℃, 150~160℃, the speed is 20~30r/min; diameter 51 The temperature of the ~150mm twin screw extruder is 130~140℃, 140~145℃, 150~155℃, 145~150℃, and the screw speed is 15~20r/min. Granulated polyethylene with parallel twin-screw extruder with a diameter of 6mm, the temperature is 200~220℃, 230~240℃, 240~250℃, 250~260℃If you want to know more about it please do not hesitate to contact me. WhatsApp:+86-15966835076.
Related News
Introduction and feasibility report of SPC floor production
Correct use of plastic coated hose
PVC FOAM BOARD AND PVC FOAM BOARD MACHINE
Use mulch all year round, but are you really using it right?
The latest version: SPC Stone Plastic Floor Equipment Feasib
Misunderstanding of SPC stone-plastic flooring and populariz







")
