Introduction of PE water supply pipe production line
Introduction of PE water supply pipe production linePE is polyethylene (English abbreviation for Polyethylene of raised temperature resistance). It is usually used for water supply pipes for PE pipes whose temperature is lower than 40°C. It cannot be used for hot water delivery pipes. Polyethylene pipe is a kind of resin with high crystallinity and thermoplastic. The appearance of the original HDPE is milky white, with a certain degree of translucency in its thin cross section. PE has good resistance to most household and industrial chemicals. Some chemicals can cause chemical corrosion, such as corrosive oxidants, aromatic hydrocarbons (xylene) and halogenated hydrocarbons (carbon tetrachloride).
PE water supply pipeline is a common building water supply system. With the vigorous development of PE pipes in the Chinese market, its products are not only used for building water supply, but also gradually developed and applied to many industrial fields, such as urban underground pipe network laying, ground source heat pumps, landfills, farmland irrigation, etc. Therefore, the quality of the pipeline is the focus of attention of manufacturers and users. How to master the quality of the pipeline? After years of experience, a set of stable PE water supply pipe production technology has been developed.
In the processing of polyethylene pipes, many factors are critical to the quality of the pipes. For example, raw material selection, temperature, screw speed, compressed air, traction speed, traction, etc. will all affect PE pipes. Let’s talk about the PE pipe production line of Tianxintai. What is a good PE pipe?
1. The choice of raw materials is a basic and important factor: PE raw materials have a variety of specifications and grades. The same grade of raw materials can produce PE corrugated pipes, but PE water supply pipes cannot be produced. Here, manufacturers still need to conduct more tests and choose materials that are suitable for their own production pipes.
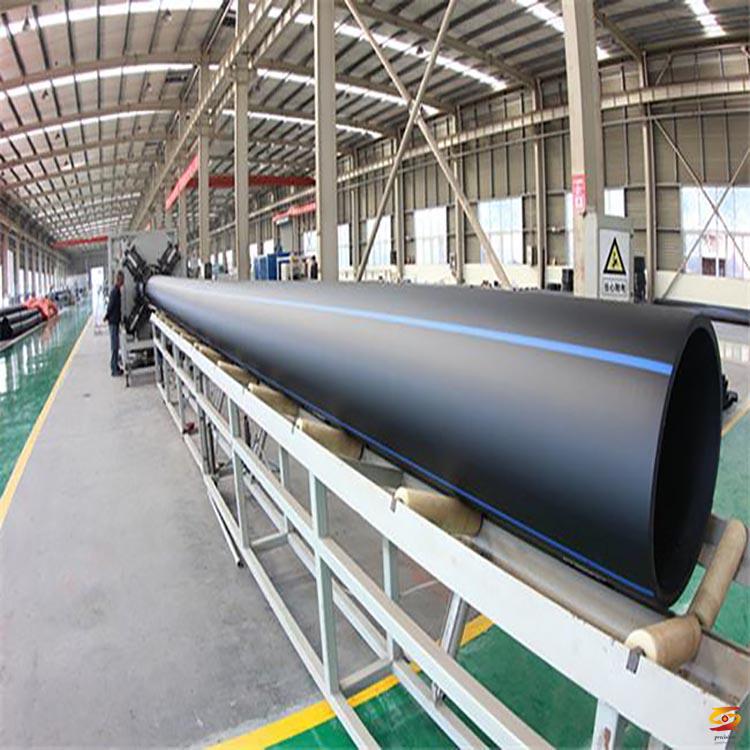
PE water supply pipe production line
2. The effect of temperature on the quality of polyethylene pipes: Temperature is the main factor affecting plasticization and plastic pipe production. If the temperature is too low, the plasticization is not good, and the temperature is too high, and the material is easy to decompose. Temperature control should be determined according to factors such as the original formula, extruder and die structure, screw speed and other factors. When processing hard PVC pipes, since the processing temperature is very close to the decomposition temperature, the material temperature at each point should be strictly controlled during production. At the same time, pay attention to the error of the temperature measuring instrument and the location of the measuring point.
3. The influence of screw speed on pipe quality: The choice of screw speed directly affects output and quality. The screw speed depends on the size of the extruder and the diameter of the upper tube. As the rotation speed increases, the amount of extrusion increases, and the shear force on the material is very large, which helps the plasticization of the material. However, the residence time of the material in the screw is shorter, and the excessive frictional heat makes the inner wall of the tube rougher and the strength of the tube is lower. Therefore, the control of the screw speed should be comprehensively weighed according to the output requirements, the appearance of the product, and the physical and mechanical properties.
4. The influence of traction speed on the quality of polyethylene pipes: the traction speed directly affects the wall thickness of the product. The drawing speed should match the extrusion speed, usually 1 ~ 10 higher than the extrusion speed of the pipe.
5. The influence of compressed air on the quality of the pipeline: compressed air makes the pipeline shape and maintain a certain roundness. The pressure is generally 0.02 ~ 0.05 MPa
6. The impact of traction on the quality of the pipeline: This is considered to be well understood by everyone. Failure will cause the extruded materials to stick together and fail to form. It is recommended to use a combination of air and water, and the water temperature should be kept at about 15°C.
If you want to know more about it please do not hesitate to
contact me. WhatsApp:+86-15966835076.