+86-15966835076
sales@plastmachine.cn
Facebook
Twitter
Youtube
LinkedIn
Pinterest
Search
Home
About us
Products
PLASTIC BOARD/SHEET/FILM MACHINE
SPC FLOOR SHEET MACHINE
PVC WPC FOAM BOARD MACHINE
PVC WPC WALL PANEL MACHINE
LVT FLOORING MACHINE
PVC MARBLE SHEET MACHINE
PVC FREE FOAM BOARD MACHINE
PP HOLLOW BUILDING BOARD MACHINE
PVC RIGID SHEET MACHINE
PVC BAMBOO CARBON BOARD MACHINE
PS PP BLISTER SHEET MACHINE
WPC HOLLOW DOOR BOARD MACHINE
PE OCEAN PEDAL EXTRUSION MACHINE
PE GAS WARNING BOARD MACHINE
PVC CO EXTRUSION SHEET MACHINE
PE PAVING BOARD MACHINE
PP PE CUTTING BOARD MACHINE
PE PP CAP BRIM SHEET MAKING MACHINE
PP CO EXTRUSION SHEET MACHINE
PVC HOLLOW FENCE BOARD PRODUCTION LINE
PP PE PS ABS SHEET MACHINE
PET SHEET MACHINE
PVC TRANSPARENT SHEET MACHINE
PC PMMA COMPOSITE OPTICAL SHEET MACHINE
PP PC HOLLOW CORRUGATED SHEET MACHINE
PE ANCHOR SHEET PRODUCTION LINE
PET FOAM SHEET MACHINE
PP/PC HOLLOW GRID BOARD EXTRUSION LINE
PLASTIC ROOF TILE MACHINE
GEOMEMBRANE WATERPROOF MEMBRANE PRODUCTION LINE
HIGH SPEED FILM BLOWING MACHINE
PVC WIDE WIDTH FLOOR LEATHER MACHINERY
PLASTIC CUSHION MAT(CARPET)EXTRUSION LINE
CAST FILM MACHINE
EPE FOAM SHEET(FILM) EXTRUSION LINE
PP/HIPS/PE/PET/EVA/EVAOH SHEET MACHINE
XPS FOAM BOARD MACHINE
XPE FOAM SHEET MACHINE
TPU FILM PRODUCTION LINE
PLASTIC PROFILE MACHINE
PE WPC OUTDOOR PRODUCT MACHINE
PVC WPC INDOOR PRODUCT MACHINE
PVC IMITATION MARBLE PROFILE MACHINE
PE MICRO FOAMING BEACH CHAIR MACHINE
PVC PRICE TAG MACHINE
PVC DOOR WINDOW PROFILE MACHINE
PVC OUTDOOR SIDING BOARD PRODUCTION LINE
PVC YIN YANG CORNER PRODUCTION LINE
PVC PU SIDELINE EXTRUSION MACHINE
PVCU PROFILE EXTRUSION MACHINE
PLASTIC SEAL STRIP EXTRUSION LINE
PVC WINDOW SILL BOARD MACHINE
PVC HOSPITAL HANDRAIL MACHINE
PVC CHICKEN TROUGH MACHINE
PVC FOLDING DOOR MACHINE
PC PMMA PROFILE MACHINE
WPC STAIR HANDRAIL MACHINE
PVC WIRE TROUGH MACHINE
PVC WATERSTOPPER PROFILE MACHINE
PP PE ABS WELDING ROD MACHINE
PVC EDGE BANDING MACHINE
PS FOAM PICTURE FRAME MACHINE
PVC SKIRTING EXTRUSION MACHINE
PET SOLAR COMPOSITE FRAME PRODUCTION LINE
PP、PE、PVC、PC、ABS PROFILE EXTRUSION MACHINE
PLASTIC PIPE MACHINE
PVC FIBER REINFORCED PIPE MACHINE
PVC PU PE EVA LAYFLAT HOSE MACHINE
PVC WATER SUPPLY PIPE MACHINE
PVC PU STEEL WIRE REINFORCED HOSE MACHINE
PU SPIRAL STEEL WIRE REINFORCED PIPE MACHINE
PE PP PVC PA SINGLE-WALL CORRUGATED PIPE EXTRUSION LINE
LARGE DIAMETER(HDPE/MDPE)GAS/WATER SUPPLY PIPE PRODUCT LINE
U-PVC/C-PVC PIPE PRODUCTION LINE
LED LIGHT PC TUBE PRODUCTION LINE
MPP ELECTRIC PROTECTION PIPE MACHINE
PE LARGE CALIBER HOLLOW WALL WINDING PIPE PRODUCTION LINE
PVC PE POROUS PIPE PRODUCTION LINE
PE CARBON SPRING PIPE MACHINE
COD CABLE BUNDLE TUBE PRODUCTION LINE
PE SILICON CORE TUBE MACHINE
PPR PIPE EXTRUSION MACHINE
ALUMINUM-PLASTIC COMPOSITE PIPE PRODUCTION LINE
PEX/PERT HEAT-RESISTANT FLOOR HEATING PIPE MACHINE
PE PRESTRESSED CORRUGATED PIPE MACHINE
PVC TPU MECIAL TUBE EXTRUSION MACHINE
HDPE INSULATION PIPE PRODUCTION LINE
PE AERATION TUBE MACHINE
METAL PRESTRESSED CORRUGATED PIPE MACHINE
HDPE THREADING PIPE MACHINE
HDPE/PP/PVC DOUBLE WALL CORRUGATED PIPE MACHINE
PU TUBE MACHINE
PP 3LAYER CO EXTRUSION SILENT PIPE MACHINE
PVC REINFORCED PIPE EXTRUSION MACHINE
PLASTIC BAR ROD EXTRUSION MACHINE
PA NYLON TUBE MACHINE
ABS PIPE EXTRUSION MACHINE
PET PP PE STRAPPING BAND MACHINE
PE FIBER STRAPPING MACHINE
PET STRAPS PRODUCTION LINE
PP STRAPS BAND MACHINE
RECYCLED PLASTIC GRANULATION MACHINE
SOFT PVC DOUBLE-STAGE PELLETIZING MACHINE
PVC PELLETISING MACHINE
PE PP PELLETISING MACHINE
PE PP WPC GRANULE MAKING MACHINE
THE POLYMER MATTRESS CUSHION PILLOW MACHINE
PVC FLOOR MAT COIL MACHINE
BIODEGRADABLE PLASTICS MACHINERY
PLASTIC EXTRUSION AUXILIARY MACHINE
PLASTIC EXTRUDER
LAMINATING AND HOT STAMPING MACHINE
BOARD PROFILE UV PAINTING MACHINE
PLASTIC MONOFILAMENT MACHINE
PLASTIC NET MACHINE
DRIP MOLDING MACHINE
MELTBLOWN CLOTH MACHINE
PLASTIC PRODUCT
FACE MASK MACHINE
N95 KN95 FACE MASK MACHINE
FLAT FACE MASK MACHINE
MEDICAL MASK NOSE BRIDGE STRIP MACHINE
News
Company news
Industry-news
Delivery cases
F.A.Q
SPC FLOOR SHEET F.A.Q
PVC WPC FOAM BOARD F.A.Q
Feedback
Contact us
GET A QUOTE
Industry-news
Home
News
Industry-news
Comprehensive and profound understanding...
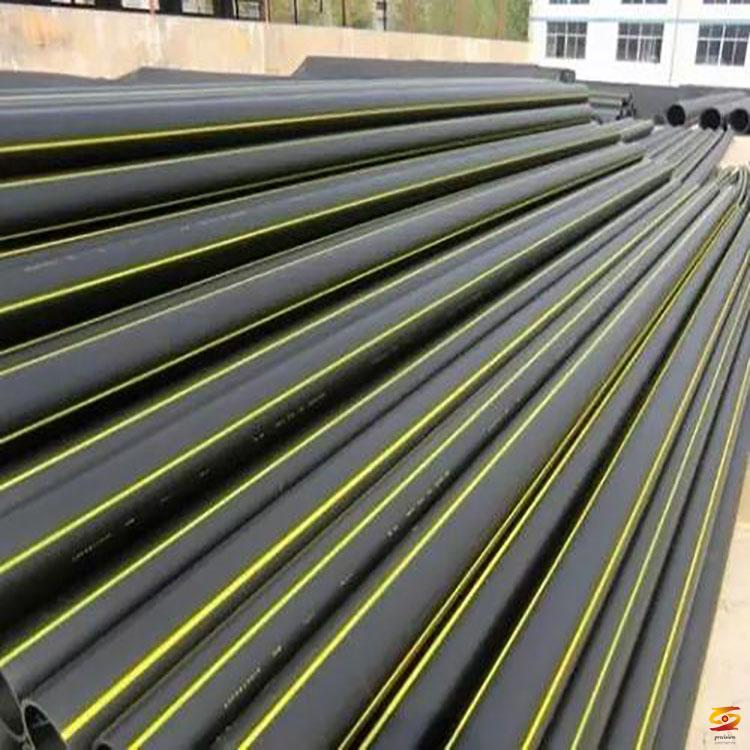
Comprehensive and profound understanding of PE gas pipeline
pe gas pipe
PE pipes In China's municipal pipe market, plastic pipes are developing steadily. PE pipes, PP-R pipes, and UPVC pipes all have their place. Among them, the strong development momentum of PE pipes is the most eye-catching. PE pipes are widely used. Among them, water supply pipe and gas pipe are its two largest application markets. PE resin is made from the polymerization of monomer ethylene. Due to different polymerization conditions such as pressure and temperature during polymerization, resins with different densities can be obtained, so there are high-density polyethylene, medium-density polyethylene and low-density polymer. Ethylene. When processing different types of PE pipes, according to their different application conditions, the corresponding resin grades are selected, and the requirements for extruders and molds are also different. PE gas pipe implementation standard: GB 15558.1-2015
Chinese name pe gas pipe foreign name polythylene pipe implementation standard GB 15558.1-2003 Use field Water supply pipe and gas pipe
table of Contents
1 Introduction to gas pipe
2 Performance characteristics
3 Product features
4 Performance requirements
5 Connection procedure
6 Application areas
7 Product specifications
8 Welding steps
9 Connection procedure
10 Embedding regulations
11 PE pipe connection
Introduction to Gas Pipe
The materials of polythylene pipe are divided into five grades of PE32, PE40, PE63, PE80, and PE100 internationally, while the materials used for gas pipes and water supply pipes are mainly PE80 and PE100. There is no grading of special materials for polyethylene pipes in China, which makes it difficult for domestic manufacturers of polyethylene gas pipes and water supply pipes to choose raw materials, and also brings a lot of hidden dangers to the use of polyethylene pipes.
Therefore, the National Bureau of Standards made a large number of revisions in the new standard GB / T13663-2000, which stipulates that different levels of PE80 and PE100 of the water supply pipe correspond to different pressure strengths, and removes the tensile strength performance in the old standard, and increases the fracture Elongation (greater than 350%), which emphasizes basic toughness.
PE gas pipe implementation standard: GB 15558.1-2003
PE pipe for gas is the replacement of traditional steel pipe and PVC gas.
The gas pipe must bear a certain pressure, usually PE resin with large molecular weight and good mechanical properties, such as HDPE resin, should be selected. HDPE resin has low tensile strength, poor pressure resistance, poor rigidity, poor dimensional stability during molding, and difficult connection. It is not suitable as a material for water pressure pipes. However, due to its high hygienic index, LDPE, especially LLDPE resin, has become a common material for gas pipes. LDPE and LLDPE resins have low melt viscosity, good fluidity, and easy processing. Therefore, they have a wide choice of melt index, usually MI is between 0.3-3g / 10min.
Performance characteristics
A good pipeline should not only have good economy, but also have a series of advantages such as stable and reliable interfaces, impact resistance, cracking resistance, aging resistance, corrosion resistance, etc. Compared with traditional pipes, HDPE pipeline system has the following one Series advantages:
(1) Reliable connection: the polyethylene pipeline system is connected by electric heat fusion, and the strength of the joint is higher than the strength of the pipeline body.
⑵Good low-temperature impact resistance: The low-temperature embrittlement temperature of polyethylene is extremely low, and it can be safely used in the temperature range of -60-60 ℃. During winter construction, due to the good impact resistance of the material, brittle cracking of the pipe will not occur.
(3) Good resistance to stress cracking: HDPE has low notch sensitivity, high shear strength and excellent scratch resistance, and environmental stress cracking resistance is also very prominent.
⑷Good chemical resistance: HDPE pipelines can resist the corrosion of various chemical media, and the chemical substances present in the soil will not cause any degradation of the pipeline. Polyethylene is an electrical insulator, so it does not rot, rust or electrochemically corrode; it also does not promote the growth of algae, bacteria or fungi.
⑸Aging resistance and long service life: Polyethylene pipes containing 2-2.5% uniformly distributed carbon black can be stored outdoors or used for 50 years without being damaged by ultraviolet radiation.
⑹ Good wear resistance: The comparison test of the wear resistance of HDPE pipe and steel pipe shows that the wear resistance of HDPE pipe is 4 times that of steel pipe. In the field of mud transportation, HDPE pipes have better wear resistance than steel pipes, which means that HDPE pipes have a longer service life and better economy.
⑺ Good flexibility: The flexibility of HDPE pipeline makes it easy to bend. In engineering, it can bypass the obstacle by changing the direction of the pipeline. In many occasions, the flexibility of the pipeline can reduce the amount of pipe fittings and reduce the installation cost.
⑻Small flow resistance: HDPE pipeline has a smooth inner surface, and its Manning coefficient is 0.009. The smooth performance and non-adhesive properties ensure that HDPE pipes have a higher transport capacity than traditional pipes, while also reducing the pressure loss of pipelines and energy consumption for water delivery.
⑼ Convenient handling: HDPE pipes are lighter than concrete pipes, galvanized pipes and steel pipes. It is easy to handle and install. Lower manpower and equipment requirements mean that the installation cost of the project is greatly reduced.
⑽ A variety of new construction methods: HDPE pipelines have a variety of construction techniques. In addition to traditional excavation methods, a variety of new non-excavation techniques such as pipe jacking, directional drilling, liner, Split pipes and other methods are used for construction, which is a better choice for some places where excavation is not allowed, so HDPE pipeline applications are more extensive.
Features
■ Good hygienic performance: PE pipe processing does not add heavy metal salt stabilizer, the material is non-toxic, no scale layer, does not breed bacteria, and it solves the secondary pollution of urban drinking water.
■ Good corrosion resistance: Except for a few strong oxidants, it can resist the erosion of various chemical media; no electrochemical corrosion.
■ Long service life: PE pipes can be safely used for more than 50 years under rated temperature and pressure conditions.
■ Good impact resistance: PE pipe has good toughness and high impact resistance, and heavy objects directly press on the pipeline without causing the pipeline to break.
■ Reliable connection performance: The strength of the PE pipe hot melt or electric fusion interface is higher than the pipe body, and the joint will not be broken due to the movement of the soil or the effect of live load.
■ Good construction performance: light pipe quality, simple welding process, convenient construction, and low overall project cost.
Pipeline connection:
■ Electrothermal fusion: the special electrothermal fusion welding machine is used to connect the straight pipe and the straight pipe, and the straight pipe and the pipe fitting. Generally used for tubes below 160mm.
■ Hot-melt butt connection: use special butt welding machine pipes to connect, generally used for pipes above 160mm.
■ Steel-plastic connection: It can be connected by flange, screw thread and other methods.
■ To facilitate construction and ensure construction quality, corresponding tools should also be prepared.
Such as: rotary cutter to cut the pipe; rotary scraper-scrape the oxide scale on the surface of the pipe; wall scraper-scrape the surface of the large-diameter pipe surface; gas shut-off tool-to achieve on-site gas shut-off operation
Performance requirements
Serial number
performance
Claim
Test parameters
1
Hydrostatic strength (Hs)
Destruction time ≥100h
20 ℃ (ring stress)
PE80 (9.0Mpa) PE100 (12.4Mpa)
Destruction time ≥165h
80 ℃ (ring stress)
PE80 (4.5Mpa) PE100 (5.4Mpa)
80 ℃ (ring stress)
PE80 (4.0Mpa) PE100 (5.04Mpa)
2
Elongation at break
≥350
3
Weather resistance (only applicable to non-black pipes)
After climate aging, the following properties meet the required stability HS (65h / 80 ℃) elongation at break
E + D3.5GJ / m2
4
Crack propagation resistance (RCP) b
5
Full size (FS) test: dn≥250mm or S4 test is applicable to all diameters
Critical pressure (Mpa) PC for full-scale test, FS≥1.5 × MOP Critical pressure PC for S4 test, S4≥MOP / 2.4-0.072
℃
6
Resistance to slow crack growth en> 5mm
165h
80 ℃, 0.8Mpa (test pressure) c
80 ℃, 0.92MPa (test pressure) d
7
a Thermal stability (oxidation induction period)
> 20min
200 ℃
8
Longitudinal retraction rate
≤3%
110 ℃
9
Melt mass flow rate (MFR)
Transmission and distribution system where MFR changes before and after processing 0.01Mpa, dn≥250mm;
Transmission and distribution system with maximum working pressure MOP> 0.4Mpa, dn≥90mm.
Connection step edit
1. Clamp and clean the port
2. Adjust and smooth the port
3. Port straight
4. Pressure welding
5. Pressure relief cooling
Application field editor
■ Urban water pipe network system.
■ Urban and rural drinking water pipelines.
■ Material and liquid transportation pipelines in chemical industry, chemical fiber, food, forestry, printing and dyeing, pharmaceutical, light industry, papermaking, metallurgy and other industries.
■ Agricultural irrigation pipes.
■ Post and telecommunication lines, power wire protection sleeves.
■ Mine mortar transportation pipeline.
Extension and expansion of PE pipes:
Because the demand for large-diameter pipelines is greatly increased, pure PE pipelines only need to increase the wall thickness to ensure the SDR11 pressure level. With the increase in oil prices, the prices of polyethylene raw materials are rising. Grade pipes, now pure PE pipes have gradually moved towards the development of steel-plastic composite polyethylene pipes, such as: steel mesh reinforced polyethylene composite pipes, hole mesh steel belt reinforced polyethylene composite pipes.
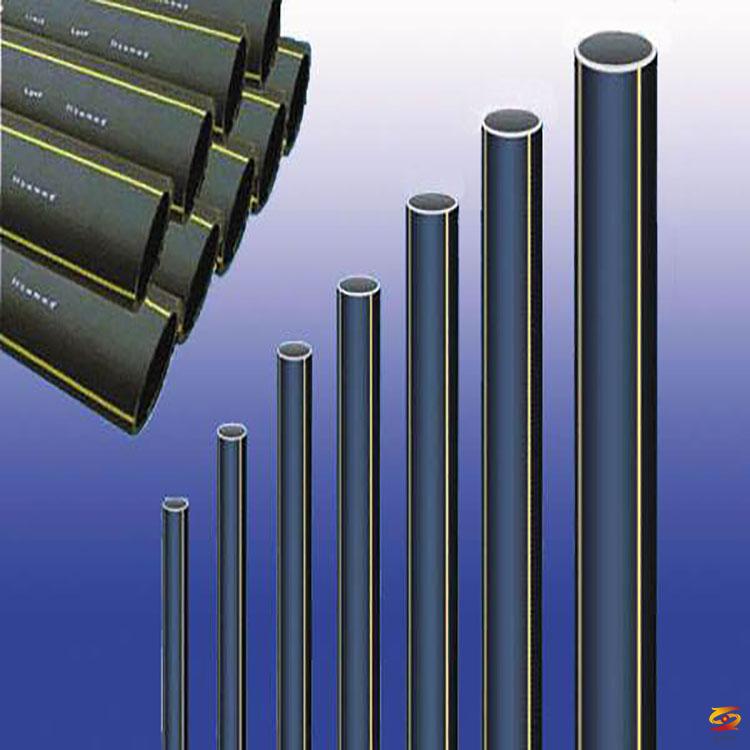
Product specification editing
Executive standard: GB 15558.1-2003
Wall thickness: mm Price: RMB / m
public
Weigh
outer
path
dn
PE80
PE100
SDR17.6
SDR11
SDR17.6
SDR11
Pressure≤0.2MPa
Pressure≤0.4MPa
Pressure≤0.6MPa
Pressure≤1.0MPa
Wall thickness
Wall thickness
Wall thickness
Wall thickness
20
2.3
3.0
2.3
3.0
25
2.3
3.0
2.3
3.0
32
2.3
3.0
2.3
3.0
40
2.3
3.7
2.3
3.7
50
2.9
4.6
2.9
4.6
63
3.6
5.8
3.6
5.8
75
4.3
6.8
4.3
6.8
90
5.2
8.2
5.2
8.2
110
6.3
10.0
6.3
10.0
125
7.1
11.4
7.1
11.4
140
8.0
12.7
8.0
12.7
160
9.1
14.6
9.1
14.6
180
10.3
16.4
10.3
16.4
200
11.4
18.2
11.4
18.2
225
12.8
20.5
12.8
20.5
250
14.2
22.7
14.2
22.7
315
17.9
28.6
17.9
28.6
355
20.2
32.3
20.2
32.3
400
22.8
36.4
22.8
36.4
450
25.6
40.9
25.6
40.9
500
28.4
45.5
28.4
45.5
560
31.9
50.9
31.9
50.9
630
35.8
57.3
35.8
57.3
Welding step editing
1. Fix the pipe and fittings to be welded on the butt joint machine, use fixtures according to the pipe size, and plan the end face with a milling cutter to make the butt end face smooth, smooth, clean and vertical.
2. Adjust the height of the pipes and fittings so that the end faces of the pipes and fittings to be welded are completely matched, and the heating plate is connected.
3. After the heating plate is automatically heated to the rated temperature, the pipes and fittings to be welded are combined to heat the end face. After the heating time is reached, the pipes and fittings are separated from the heating plate, and then the two heating end faces are merged and jointed to form the merged place. Even flange, to be cooled.
Connection step edit
Material preparation → Clamping → Cutting → Alignment → Heating → Switching → Fusion butt joint → Cooling
→ Docking is complete
5, 1 material preparation
1. Turn on the power of each part of the welding machine. Must use 220V, 50Hz alternating current, the voltage change is within ± 10%, the power supply should have a ground wire; at the same time, the surface of the heating plate should be clean and free of scratches.
2. Connect the pump station and the frame with hydraulic wires. Before connecting, check and clean the dirt at the joints to avoid the dirt entering the hydraulic system and damaging the hydraulic components. After the hydraulic wires are connected, the joint parts should be locked to prevent the danger of the joints being opened during high-pressure work. Enter the welding data according to the selected work mode: diameter; wall thickness or SDR value; temperature setting of the heating plate; welder code.
5, 2 step up
Put the pipe or pipe fitting in a flat position and place it on the butt joint machine, leaving a cutting allowance of 10-20mm; select the appropriate slip clamp according to the welded pipe and pipe fitting, clamp the pipe, and prepare for cutting.
5, 3 cutting: cutting impurities and oxide layer on the end face of the welded pipe section and pipe fittings to ensure that the two butt end faces are flat, smooth and free of impurities.
1. Open the frame, put in the milling cutter, and turn the locking knob to fix the milling cutter on the rack. When starting the pumping station, it should be carried out when the direction control handle is in the neutral position. It is strictly forbidden to start under high pressure.
2. Start the milling cutter, close the clamp, and cut the end face of the pipe and fittings.
3. When continuous cutting is formed, depressurize, open the clamp, and close the cutter. This process must be carried out in the order of first reducing the pressure, opening the fixture, and finally closing the milling cutter.
4. Remove the milling cutter, close the fixture, and check the gap at both ends of the pipe (the gap should not be greater than 0.3mm). When removing the milling cutter from the frame, it should be avoided that the milling cutter collides with the end face. If it needs to be re-milled, the milled end face should not be touched by hands or contaminated with oil.
5, 4 alignment
1. Check the coaxiality of the pipe (the maximum amount of misalignment is 10% of the pipe wall thickness). When the gap and the amount of wrong side of the two ends cannot meet the requirements, the weldment should be re-clamped, milled, and the next operation can be carried out after passing.
5, 5 heating
1. Check whether the temperature of the heating plate is suitable for 210 ℃ ~ 230 ℃, the fusion length of the two end surfaces is preferably 1-2 mm.
2. The red indicator light of the heating plate should be bright or flashing. After the red indicator light on the heating plate lights up for the first time, wait 10 minutes to use it to make the temperature of the entire heating plate even.
3. Test and record the dragging pressure P0 of the system. The dragging pressure of each welding port needs to be determined; when the dragging pressure is too large, it can be solved by a method such as a short tube.
4. Put the heating plate with suitable temperature on the frame, close the clamp, and set the system pressure P1.
P1 = P0 + seam pressure
5. When the protrusions between the tubes (pipe fittings) are uniform and the height reaches the requirements, reduce the pressure to approximately the dragging pressure, and simultaneously press the endothermic timer button to start recording the endothermic time.
P2 = P0 + endothermic pressure (endothermic pressure is almost zero)
5, 6 switching
1. Remove the heating plate and quickly make the two hot-melt end faces stick and pressurize. In order to ensure the quality of fusion butt, the shorter the switching period, the better.
2. After reaching the endothermic time, quickly open the machine and remove the heating plate. When taking the heating plate, it should avoid If collision has occurred, the entire fusion process should be restarted after the melted end surface is completely cooled.
5, 7 fusion docking:
1. The key to welding, the butting process should always be carried out under melting pressure, and the width of the crimping should be 1 ~ 2mm.
5, 8 cooling:
Keep the docking pressure unchanged and allow the interface to cool slowly. The cooling time is determined by the stiffness of the curling edge without feeling the heat.
1. Close the clamp quickly and adjust the pressure to P3 quickly within the specified time, and press the timer at the same time to record the cooling time.
P3 = P0 + cooling pressure
After the clamp is closed, the pressure should be raised evenly, not too fast or too slow, and should be completed within the specified time; to avoid false welding and virtual welding, this pressure should be maintained until the welding port is completely cooled.
5, 9 docking completed
After the cooling time is reached, the pressure is reduced to zero, the clamp is opened, the welded pipe (pipe fitting) is removed, the butt joint machine is removed, and the next interface connection is prepared again.
Before unloading the pipe, the system pressure must be reduced to zero; if the welding machine needs to be moved, the hydraulic wire should be removed, and the dustproof work of the joint should be done in time.
Embedding regulations
1. The minimum pipe top soil thickness of PE gas pipeline buried shall meet the following requirements:
(1) When buried under the carriageway, it should not be less than 0.8m;
(2) When buried under a non-carriageway, it should not be less than 0.6m;
(3) When buried under the paddy field, it should not be less than 0.8m;
After taking effective protective measures, the above provisions can be appropriately reduced.
2. The foundation of the PE gas pipeline should be a non-sharp hard rock and salt-free raw soil layer. When the raw soil layer has sharp hard rock and salt, fine sand or fine soil should be laid. Where the pipeline may cause uneven settlement, its foundation shall be treated or other anti-settling measures shall be taken.
3. PE gas pipelines should be buried below the soil freezing line when transporting gas containing condensate, and a condensate tank should be installed. The slope of the pipeline to the condensate tank should not be less than 0.003.
PE pipe connection editing
1. Technology before construction of PE gas pipe
a. Be familiar with and master the construction drawings before construction; b. Prepare the corresponding construction equipment;
c Carry out on-the-job training for operating workers, and construction can be carried out after passing the training; d. Acceptance of pipes and fittings according to standards.
2. Excavation of PE gas pipe trench
The excavation of the pipe trench must be carried out strictly in accordance with the design drawings or the excavation route and excavation depth guided by the project supervision, and it must not be modified without the consent of the relevant department. Generally, the minimum buried polyethylene pipe The thickness of the soil on the top of the pipe is: A. The buried depth of the pipe top buried under the carriageway should not be less than 0.9 meters; B. The buried pipe buried under the sidewalk or the pipe branch should not be less than 0.75 meters; C. The branch pipe under the green belt or residential area should not be less than 0.6 meters ;
D. In permanently frozen ground or seasonally frozen ground, the depth of the top of the pipe should be below the freezing line. At the bottom of a strong and stable trench, the width of the pipe trench is determined by the operation space required for construction, and the size of the space must allow The correct preparation of the bottom of the pipe trench and the landfill and tamping of the pipe trench landfill material are normally carried out, and the economics of the cost of pipe trench excavation and the purchase of landfill materials must also be considered.
3. Preparation of the bottom of the PE gas pipe trench
For pressure systems such as water supply, sewage or long-distance transmission pipelines, unless the design drawings have special requirements, in general, the horizontal accuracy of the bottom of the trench is not very high. For gravity drainage systems, the grade of the slope must reach the specified Claim.
If the bottom of the trench is fairly straight, and there are basically no large stones in the soil, then there is no need to level it. Of course, if it is the bottom of a trench that is not disturbed, it is better. But if the trench bottom It has been disturbed or must be disturbed during the excavation process, then its density should at least reach the density of the surrounding landfill material. Then mix some sand, clay and other materials to cushion it. HDPE pipes of all specifications can generally adapt to a small amount of unevenness at the bottom of the trench, but if the backfill material contains sharp stones or hard shale, then There may be stress concentration areas on the surface of the pipeline that can damage the pipeline. For excavations in shale and loose rock soil, in order to avoid contact with loose rock, a uniform ditch bed must be provided for HDPE pipeline. The bottom of the control trench should be dug at least 150mm deeper than the specified grade, and then backfill it with a suitable landfill material to the specified height, and tamped to a density of 90% or higher.
4. Laying of pipes in trenches of PE gas pipes
Before the pipeline is put into the trench, the pipeline should be thoroughly inspected. The pipeline is allowed to hang or roll into the trench without any defects. The pipeline is usually pre-connected on the ground, sometimes the pipeline may be It will be pre-connected into many pipe sections about 150 meters long, stored in a certain place, and when it needs to be lowered and connected, it will be transported to the installation site, and then these pipes will be connected by hot melt connection or mechanical connection. The nominal diameter is less than 20mm pipes can be manually dragged into the pipe trench; for all large pipes, fittings, valves, fire hydrants and accessories, appropriate tools should be carefully placed in the pipe trench; for the lifting of long-distance pipes, nylon is recommended rope.
5. The final pipeline connection and assembly
The hot-melt connection of the pipes in the trench is the same as the hot-melt connection of the pipes on the ground, but it must be ensured that the connected pipes must be cooled to the ambient temperature of the soil before connection. When connected to metal pipes, water tanks or water pumps, the method is generally used Blue connection. For the inconvenient to use hot-melt connection, flange connection can also be used. During flange connection, the bolts should be tightened evenly in advance, and then re-tightened after 8 hours.
6. Stress test
The pressure test can be carried out before or after the pipeline is backfilled. The pipeline should be covered with soil at certain intervals, especially for the serpentine pipeline. During the pressure test, the pipeline should be fixed in place. The flange connection part should be exposed to check for leaks.
The test pressure of the pressure test should not exceed 1.5 times the pressure level of the pipe pressure level or the lowest pressure level in the system.At the beginning, the pressure should be increased to the specified test pressure value and stay for a sufficient time to ensure that the pipe is fully expanded. A process takes 2-3 hours.When the system is stable, increase the pressure to 1.5 times the working pressure, stabilize the pressure for 1 hour, carefully observe the pressure gauge, and patrol along the line.If there is no visible leakage or occurrence during the test Obvious pressure drop, the pipeline passes the pressure test.
During the pressure test, the continuous expansion of the pipe will cause a pressure drop.It is normal to generate a certain pressure drop during the test, and it cannot be used to prove that the pipeline system must have leaked or damaged.
7. Backfill and compaction
Under normal circumstances, the axillary angle and initial backfill requirements must be at least 90%, and the tamping layer should be at least 150mm away from the top of the pipe, and direct tamping should be avoided for places less than 300mm from the top of the pipe. The final backfill may use the original Excavate soil or other materials, but it must not contain frozen soil, agglomerated clay and stones with a maximum diameter of 200mm.If you want to know more about it please do not hesitate to contact me. WhatsApp:+86-15966835076
Related News
Introduction of production process of plastic sealing strip
Small knowledge of SPC floor
What is the working principle of PP packing belt production
Problems and solutions in PP particle production
Precautions for decoration with bamboo wood fiber integrated
Storage conditions of plastic pellets