Briefly describe the reasons and solutions for the rough surface and pitting in the production process of PE water supply pipe production line
Briefly describe the reasons and solutions for the rough surface and pitting in the production process of PE water supply pipe production lineWhat are the reasons for the rough surface and pitting in the PE pipe production process? What are the solutions?
Based on work experience, the editor introduces several reasons and solutions for the pitting of PE pipes in the production process, hoping to help pipe manufacturers.
The reason for the rough surface and pitting during the production of PE pipes on the PE water supply pipe production line may be due to the fact that the mesh number of the screen changer is too small when the PE material is pelletized. Many reasons, such as improper water flow in the shaping jacket or impurities in the water.
1. Because the heating time of the raw materials in the machine head or barrel is too long, the machine head and barrel are not clean, or the processing temperature is too high, or the screw is damaged, it is easy to produce aging materials, and large pits will be formed during the extrusion process. Especially when the backing material is added, the crushing material should be stopped for about 1.5 hours. If the machine does not start within 4 hours after stopping, the temperature should be quickly reduced to 150-200 ℃ to minimize the degree of decomposition of raw materials, and attention should be paid to check whether the processing temperature meets the extrusion requirements.
2. When the raw material is wet, small bubbles will be generated on the surface of the PE pipe after molding, forming pits. It is observed that the pit has a small tail, which is formed by stretching in the opposite direction of the extrusion. At this time, the raw materials should be dried or degassed.
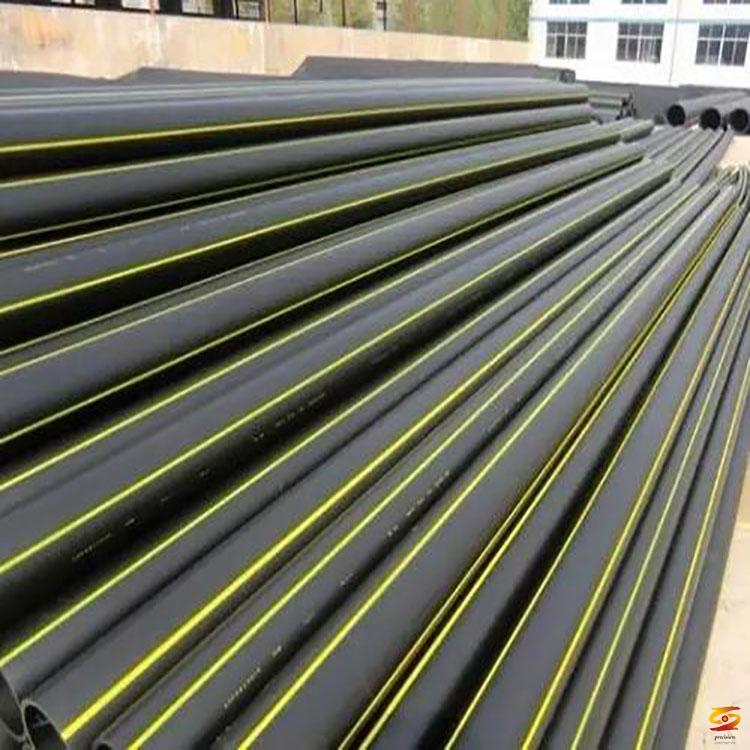
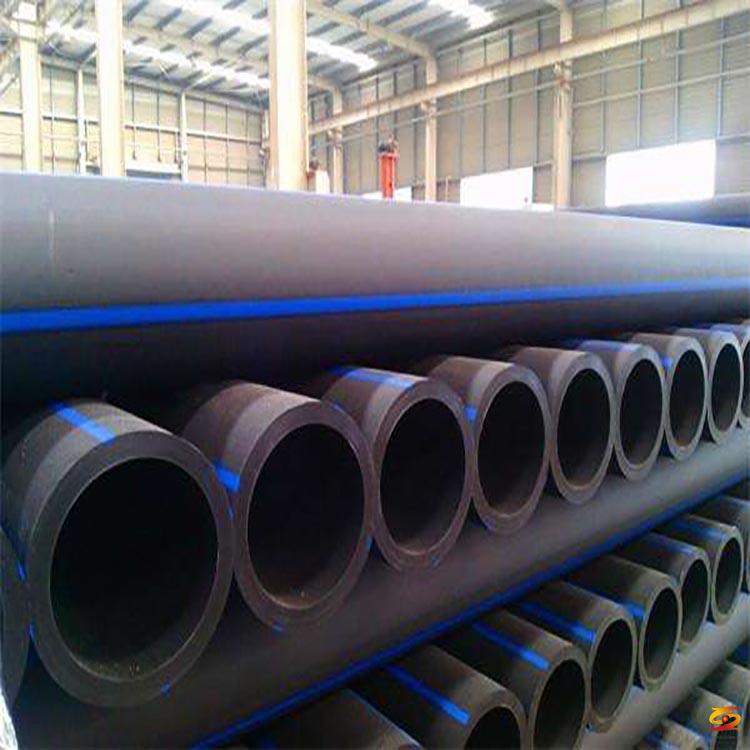
PE water supply pipe production line
3. Pitting corrosion will also occur when there are impurities that are difficult to plasticize in the raw materials. When this kind of pitting corrosion is large, the impurities in the middle of the pitting corrosion can be seen.
4. In the raw materials, the crystallization point components that are difficult to plasticize will also cause pitting corrosion. At this time, it is necessary to increase the processing temperature or replace the raw materials.
5. The uneven water volume of the forming sleeve will cause pitting corrosion on the pipe surface. This phenomenon exists more or less in pipelines of various specifications above φ315. The reason is that as the diameter increases, the distribution of cooling water in the forming sleeve is more affected by gravity. The greater the amount of cooling water required, the more difficult it is to form a complete water film. The water flow of each water inlet pipe should be adjusted to appropriately increase the upper water flow or increase the water flow of the part with poor cooling effect.
6. The blockage of the cooling channel of the condensing sleeve leads to irregular water volume, which will lead to the regular distribution of pitting corrosion, and sometimes line up in a straight line on the pipe surface. In this case, the pores of the regulating channel should be cleared to ensure uniform film formation of the cooling water, thereby avoiding pitting corrosion.
If you want to know more about it please do not hesitate to
contact me. WhatsApp:+86-15966835076.