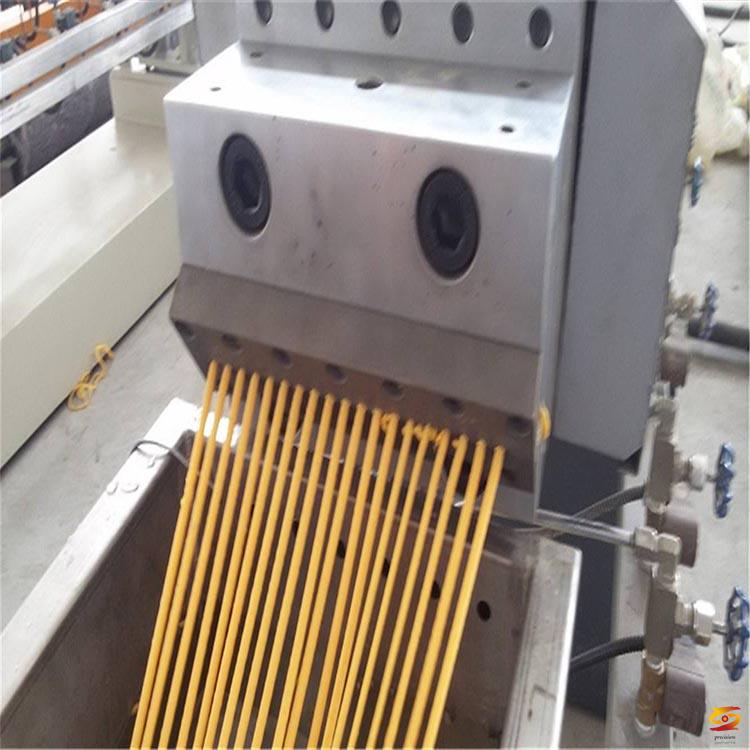
Common problems and solutions of plastic granulator
Common problems and solutions of plastic granulatorCommon problems and solutions to plastic granulators: when the plastic granulator unit is in use, the friction clutch is disengaged, the unit is interlocked, and the price of the polypropylene granulator is caused by the frequent occurrence of such failures: the main motor The main motor torque of the system is too high or too low; the friction clutch of the transmission system is faulty; the melt pressure of the system of the screw process section of the plastic granulator is high; the fault of the underwater pelletizer system, etc. If the main motor power curve and melt pressure curve increase instantaneously when the extruder starts, it indicates that the feeding amount of the feeding system is too large instantaneously, and the feeding amount should be reduced.
Plastic foam granulator does not change the function of the die temperature of the mesh: the die temperature also has a greater impact on the plasticization and flow of other materials. The temperature of the die without changing the mesh is generally lower than the temperature of the front end of the barrel. This is to prevent the "casting phenomenon" of the melt. The diameter of the die without changing the mesh is small, and the polypropylene granulator can increase the flow rate of the melt, and has the effect of adjusting the melt temperature and homogenizing temperature.
The selection of the temperature of the non-mesh die is related to many process conditions. For example, the injection pressure is low. In order to make the melt flow smoothly, the temperature of the polypropylene granulator machine should be appropriately increased. The temperature of the non-mesh die should be appropriately increased; otherwise, it should be reduced Of it. The determination of the temperature of the die without changing the mesh can generally be found by the "air injection method" or the "visual analysis method of plastic parts" to find the best temperature. The temperature of the die without changing the mesh has a significant effect on the formation conditions and the physical and mechanical properties of the plastic parts.
If the temperature of the die is not changed, the viscosity of the melt is reduced, the pressure drop of the melt during injection is reduced, the surface gloss of the plastic part is increased, and the welding strength is increased. It seems that the temperature of the die is not too high, which is easy to melt. The material produces thermal decomposition and reduces the physical properties of the material.
If you want to know more about it please do not hesitate to
contact me. WhatsApp:+86-15966835076.