Common problems and solutions in the production of PVC profiles
Common problems and solutions in the production of PVC profilesSystem control is the key to ensure the long-term stability of PVC profile quality. It contains 4 items including "formulation quality, process quality, appearance quality, physical and chemical indicators". The first two items are the premise and foundation of the last two items, and are also quality control and technical management The top priority.
The uniformity of the mixing of resin and additives and the apparent density of the mixture will have a greater impact on the impact strength of PVC.
PVC processing temperature has a certain range, too high temperature, PVC is easy to decompose; too low temperature, PVC plasticization is not sufficient, uneven dispersion of various components will also lead to increased brittleness.
The rotation speed of the host machine reflects the shearing effect of the extruder on the PVC. If the rotation speed is too large, the shearing force will increase, which will reduce the low temperature performance and weld strength of the product.
High molding pressure is beneficial to improve the mechanical properties of the profile, especially the low-temperature impact strength.
The cooling effect of profile forming is to cool and shape the stretched macromolecular chain in time to meet the product requirements. Slow cooling can make the macromolecular chain have enough time to stretch, so that the internal stress is small, which can reduce the warpage, bending and shrinkage of the product, thereby improving the impact strength and welding corner destruction of the product.
formula
Discuss the formula can not be separated from the raw materials. The quality of the formula is not entirely determined by the proportion of the components, to a large extent depends on the inherent performance and quality of the raw materials. The same is a composite stabilizer. Due to the different internal components, it will affect the quality of the profile because it is incompatible with other raw materials. Therefore, when discussing the formula, it must be determined after each type of raw material and manufacturer, before it has practical significance. Xinjiang Tianye Building Materials Co., where the author is based, has always used its own PVC resin, CPE uses Weifang Yaxing Chemical Co., Ltd. products, and titanium dioxide uses DuPont products (DuPont). Dosage.
The compound stabilizer is the most important kind of auxiliary agent in PVC processing, and it has an influence on all indexes of PVC profiles. The compound stabilizer plays two roles of stabilization and lubrication. The stabilizing effect is to prevent the degradation of PVC molecules during processing and use, so as to ensure that the PVC profiles can have the mechanical properties required by doors and windows; the combination of internal and external lubricants affects the fluidity and viscosity, which in turn affects the cold impact and weld angle strength of PVC profiles , Dimensional change rate, state after heating and surface finish.
At present, in the face of the overall market price increase of raw materials, reducing the cost of formulas is an inevitable choice for many manufacturers. There are two main ways to reduce the cost of formulas: the use of lower-priced raw materials, such as the use of lower-cost stabilizers and modification Agents, etc .; using extenders, the most commonly used is calcium carbonate at a lower price. In addition to increasing the cost and reducing the cost, calcium carbonate also has the effect of stabilizing the size; but as the amount of calcium carbonate increases, the internal index of the profile decreases significantly.
Mixing equipment
Compound ingredients are an important part in the production of PVC profiles. The mixing process is not only the mechanical mixing of the components, but also the process of friction and collision between the components, the material is continuously heated and gradually gelled, so the quality of the dry mix directly affects the physical and chemical properties of the PVC profile . Foreign experts believe that a good blender can make up for poorly plasticized extruders, but even the best extruder can not make up for the shortage of the blender, which shows the importance of the blender. In the mixer, the material rises from normal temperature to 120 ° C in a short time by self-friction, and the accumulation of materials over time will cause great wear to the mixer.
According to experience, under the condition of unchanged raw materials, formulas, equipment and technology, sampling on a 6m long profile, the cooling impact test results of the profiles vary greatly: 8 samples are intact and 1 sample has There was a small crack, and one sample showed a hole. After investigation, it was determined that the local defects were caused by uneven mixing of materials and poor dispersion of additives in a small amount. After replacing the hot mixing paddle, this problem can be solved. The visual manifestation of the abrasion of the mixer is that the mixing is noisy and harsh, and the mixing time is extended from 8-10 minutes to more than 15 minutes.
After a long period of observation and comparison, the maximum density and maximum gelation of the PVC particles are obtained. The hot mixing temperature should be controlled at about 115 ℃, the mixing time is 8-10min each time, and the amount of feed is 60 of the volume of the mixer %, This effect is more ideal. In winter, the speed of the mixer can be increased; in summer, the speed of the mixer should be adjusted lower. Through such adjustment, work efficiency can be ensured and mixing time can be controlled well. To obtain satisfactory plasticizing quality of PVC materials, the machining accuracy and assembly accuracy of the screw and barrel are also very important factors. High assembly accuracy and optimized extrusion process can ensure the quality of PVC profiles. Therefore, the axial clearance and radial clearance of the screw and barrel should be regularly checked. If it does not meet the regulations, it should be adjusted in time.
Analysis of common problems in extrusion process
degradation
PVC is a heat-sensitive plastic and has poor light stability. Under the action of heat and light, it is easy to cause HCl removal reaction, which is usually called degradation. The result of degradation is the reduction in strength, discoloration, and black lines of plastic products, which can cause the product to lose its use value in severe cases. Factors affecting the degradation of PVC include polymer structure, polymer quality, stable system, molding temperature and other aspects.
According to experience, the yellowing of PVC profiles is mostly due to the presence of paste at the die. The reason is that the runner of the die is unreasonable or the local polishing in the runner is not good, and there are stagnation areas. The yellow line of PVC profiles is mostly due to the occurrence of paste in the barrel. The main reason is that there is a dead angle between the sieve plates (or transition sleeves) and the flow of materials is not smooth. The yellow line is a longitudinal straight line on the PVC profile, the lagging material is at the exit of the die; if the yellow line is not straight, it is mainly in the transition sleeve. The yellow line also appears when the formula and raw materials are unchanged, then the main reason should be found from the mechanical structure, and the starting point of decomposition should be found and eliminated. If no reason can be found from the mechanical structure, it should be considered that there is a problem in the formula or process. The measures to avoid degradation include the following:
Strictly control the technical indicators of raw materials, and use qualified raw materials;
Establish reasonable molding process conditions under which PVC materials are not easily degraded;
The molding equipment and mold should be well structured, and the dead corners or gaps that may exist on the interface between the equipment and the material should be eliminated; the flow channel should be streamlined and the length is suitable;
The heating device should be improved to increase the sensitivity of the temperature display device and the efficiency of the cooling system.
Bending deformation
The bending deformation of PVC profiles is a common problem in the extrusion process. The reasons are: uneven discharge of the die; during cooling and setting, the material is not cooled sufficiently, and the amount of post-shrinkage is inconsistent; equipment and other factors.
The concentricity and levelness of the entire line of the extruder are the prerequisites for solving the bending deformation of the PVC profile. Therefore, whenever the die is changed, the concentricity and levelness of the extruder, die, shaping die, water tank, etc. should be corrected. Among them, ensuring the uniform discharge of the die is the key to solving the bending of the PVC profile. The die should be carefully assembled before starting up, and the gap between the parts should be consistent. If the die is not uniformly discharged when starting up, it should be based on the bending deformation direction of the parison. Adjust the die temperature. If the adjustment is invalid, the plasticization of the material should be appropriately increased.
Auxiliary adjustment and adjustment of the vacuum degree and cooling system of the shaping die are the necessary means to solve the deformation of the PVC profile. The amount of cooling water on the side where the large material is subjected to tensile stress should be increased; the method of mechanical offset is used to adjust, that is, adjust while producing The positioning bolt in the middle of the setting mold is adjusted in the reverse direction according to the bending direction of the profile (this method should be used with caution, and the adjustment amount should not be too large). Paying attention to the maintenance of the mold is a good preventive measure. You should pay close attention to the work quality of the mold and maintain and maintain the mold at any time according to the actual situation.
By taking the above measures, you can eliminate the bending deformation of the profile and ensure that the extruder produces stable and normal high-quality PVC profiles.
Low temperature impact strength
Factors that affect the low-temperature impact strength of PVC profiles include formulation, profile cross-sectional structure, mold, plasticity, and test conditions.
(1) Recipe
At present, CPE is widely used as an impact modifier. Among them, CPE with a chlorine content of 36% has the best modification effect on PVC. The dosage is generally 8-12 parts by mass, and the crystallinity and glass transition temperature are both low. The flexibility and compatibility with PVC.
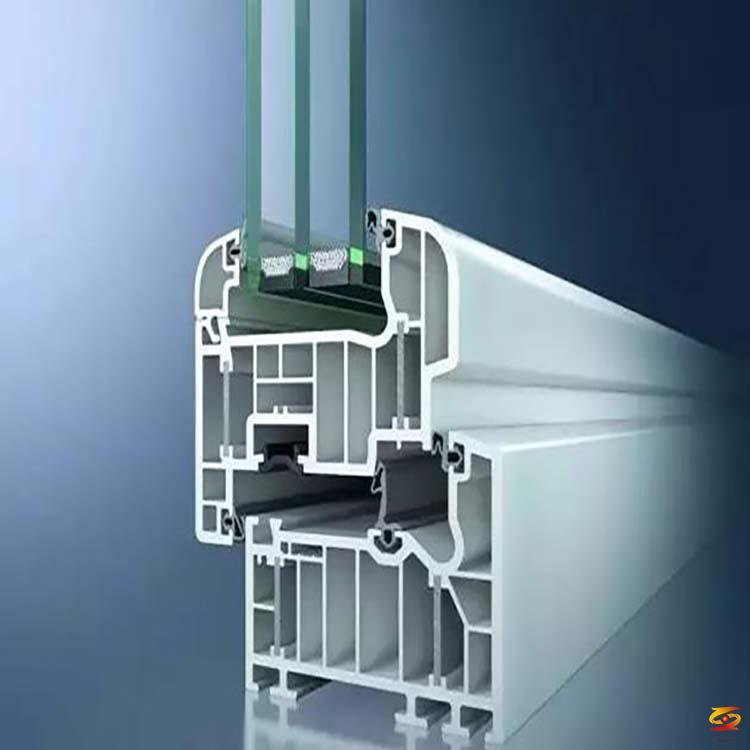
(2) Profile cross-section structure
High-quality PVC profiles have a good cross-sectional structure. Under normal circumstances, the structure of the small section is better than the structure of the large section, and the position of the internal ribs on the section should be set appropriately. Increasing the thickness of the inner ribs and adopting the arc transition at the connection between the inner ribs and the wall all help to improve the low-temperature impact strength.
(3) Mould
The influence of the mold on the low-temperature impact strength is mainly reflected in the melt pressure and the stress control during cooling. Once the formula is determined, the melt pressure is mainly related to the die. The profiles coming out of the die will have different stress distributions after different cooling methods. Where the stress is concentrated, the low-temperature impact strength of the PVC profile is poor. PVC profiles are prone to large stresses during rapid cooling. Therefore, the layout of the cooling water flow channels of the mold is very critical. The water temperature is generally controlled at 14 ℃ -16 ℃. Slow cooling is beneficial to improve the low-temperature impact strength of PVC profiles.
To ensure the best state of the mold, regularly clean the die, to prevent impurities from clogging the die due to long-term continuous production, resulting in reduced output, too thin support ribs, and low temperature impact strength. Regular cleaning of the mold can ensure that the mold has sufficient vacuum and water flow to ensure that the profile is fully cooled during the production process, reducing defects and reducing internal stress.
(4) Plasticity
A lot of research and test results show that the best value of low-temperature impact strength of PVC profiles is obtained when the degree of plasticization is 60% -70%. Experience shows that "high temperature and low speed" and "low temperature and high speed" can get the same degree of plasticization. However, low temperature and high rotation speed are preferred in production, because the heating power consumption can be reduced at low temperature, and the production efficiency can be improved at high speed, and the shearing effect of the twin screw extruder at high speed is obvious.
(5) Test conditions
GB / T8814-2004 has strict regulations on low temperature impact tests, such as profile length, drop weight, hammer head radius, sample freezing conditions, test environment, etc. In order to make the test results accurate, we must strictly abide by the above regulations.
Among them: "dropping hammer impact on the center of the sample" should be understood as "making the drop hammer impacting on the center of the cavity of the sample", such a test result is more practical.
The measures to improve the low temperature impact performance are as follows:
1. Strictly check the quality of the materials used, pay close attention to the material state of the die discharge and the vacuum port, the die discharge place should have the same color, a certain gloss, and the discharge is uniform. The material of the vacuum port of the main machine is in the state of "bean curd dregs", and it cannot emit light during the initial plasticization. The parameters of the main machine current, head pressure, etc. should be stable.
2. Standardize process control to ensure plasticizing effect. The temperature control should be a "basin" process, the heating temperature change from the first zone of the extruder to the head should be a "basin" type, and the temperature in the third and fourth barrels is slightly lower, so that the materials are gradually changed from "external heat to internal cooling" It becomes "internal and external balance" to ensure that the material is heated evenly. In the case of unchanged formula, there should be no major changes in the extrusion process.
The author once had such an experience: 80 frames have a smooth and delicate appearance during normal production, and the low temperature impact test result is that 10 samples are damaged and 1; when the mold is cleaned and then produced, the appearance is not smooth because it has not been extruded according to the previous process. There are small waves on the edges, and the result of the low temperature impact test is that 10 samples are damaged and 6 are damaged. This verifies the experience of "having a good appearance and a good inner" when the formula is unchanged.
Weld fillet strength
Weld fillet strength is the ability of a welded corner of a PVC profile to withstand external forces after welding, and is related to the PVC profile itself and the welding process. If the welding of high-quality profiles is not good, the strength of the fillet will also fail.
(1) Preparation for welding
Before cutting, the PVC profile should be placed at the same temperature as the processing environment for more than 16h, so as to prevent the low temperature PVC profile from generating stress under the welding heating condition, resulting in cracking of the PVC profile.
(2) Cutting requirements
To ensure the cutting angle is 90 ° and its symmetry. After cutting, the section should be clean.
(3) Welding process
The setting of welding temperature should be reasonable, generally 240 ℃ -270 ℃. The choice of heating time should be coordinated with the heating temperature, and the choice of holding time is also very important.
In order to ensure the strength of the welding corner, the cooling time cannot be shortened to improve the working efficiency. For the same 80 fans, under the condition of unchanged welding pressure, welding volume and welding temperature, the heating time in winter is changed from 20s to 15s, and the holding time is changed from 30s to 15s. The reason is that the short welding time causes the welded corners to not be completely cooled and solidified, and the welded seam is subjected to rapid cooling to reduce the strength of the welded corners.
(4) Other
During the welding process, if there is any dirt on the welding cloth, it should be removed in time, and the damaged or scorched place of the welding cloth should be replaced in time. The mechanical cleaning groove should not be too deep to prevent the welding corner strength from being reduced.
If you want to know more about it please do not hesitate to
contact me. WhatsApp:+86-15966835076.